国药中生武招字第(2017)091号
本公司因经营管理需要,对培养基室需要的搪瓷罐进行公开招标,欢迎具有相应资质的单位前来报名投标。
招标内容:武汉生物制品研究所有限责任公司培养基室需要的搪瓷罐
本URS是一份用于定义培养基室新车间安装的500L(工作容积)搪瓷内壁配制罐的功能要求、关键参数等的关键文件。用于指导选型,施工单位按照我公司的相关要求并结合相关规范进行设计、安装及后期验证等一系列工作。
本URS仅用于武汉生物制品研究所有限责任公司培养基室新车间安装的500L搪瓷内壁配制。
|
部门 |
职责 |
|
培养基室 |
负责从用户的角度起草并审核本URS文件。
负责本URS文件的修改、打印,并将纸质版送各相关部门签字。 |
|
项目部 |
负责从项目施工角度审核本URS文件。
负责补充项目施工相关内容。 |
|
工程技术部 |
负责从工程技术角度审核本URS文件。
负责补充工程技术及维护维修相关内容。
负责本URS文件归档。 |
|
生产技术部 |
负责从生产技术角度审核本URS文件。 |
|
质量保证部 |
负责提供URS文件模板。
负责从质量管理法规角度审核本URS文件。
负责批准本URS文件。 |
4.内容
配制罐的设计选型标准为中国《药品生产质量管理规范》(现行版),需要通过国家食品药品监督管理局现行版GMP的现场检查认证。
各项未作具体说明时,其内容要求适用于配制罐及其附属结构。
配制罐设计确认必须经过培养基室、项目部、工程部及质保部书面认可。
参照的标准:
《药品生产质量管理规范》(现行版)
4.2.1 GMP要求
中国GMP(现行版)及其附录
《药品生产验证指南》(2003版)
《中国药典》(现行版)
GEP良好工程管理规范
计算机系统的验证符合GAMP5验证指南的要求
4.2.2安全及环保要求
《固定式压力容器安全技术监察规程》
安全:达到国内相关标准及CE标准要求
防护等级:电机、电气、仪表及所有控制系统的部件(包括控制盘)的机械防护等级IP55
机械安全机械电气设备第一部分:通用技术条件GB-52261-2002
GBZ 1-2010 工业企业设计卫生标准
噪音要求:依照CE标准不得超过75dB
4.2.3其他要求
电气标准规范
所有电气设备的电线和电缆必须依据ICE标准
《钢制化工容器制造技术要求》HG 20584-1998
《钢制压力容器焊接规程》JB/T4709-2000
《承压设备无损检测》JB 4730.2-2005
《压力容器涂敷及运输包装》JB/T4711-2003
4.3 安装要求
4.3.1安装位置
安装到培养基大楼操作间5。安装前需要得到培养基室书面确认。
4.3.2安装尺寸
|
序号 |
配制罐 |
罐体内直径(m) |
|
1 |
500升配制罐 |
0.9 |
安装图纸、罐体设计图纸需要提前送至培养基室签字确认。
4.3.3地面承重
4.3.3.1满足现场建筑承重能力
4.3.4可用公用系统
4.3.4.1饮用水(可循环冷却用)、纯化水、注射用水
4.3.4.2正压:0.5Mpa~0.8Mpa
4.3.4.3工业蒸汽:压力0.4Mpa~0.5Mpa
4.3.5洁净级别
4.3.5.1控制区
4.3.6房间环境条件
环境温度:-5℃~55℃;
相对湿度:不大于85%;
大气压力:70kPa~106 kPa
4.3.7可用的能源配制
4.3.7.4电力:三相五线制
4.3.7.5电压:380V,3相,50HZ
4.3.8材质要求
4.3.8.1罐体材料和设备所有与进料液、纯化水、注射用水、蒸汽接触的部件均采用316L不锈钢制造,抛光处理,内表面Ra<0.6um。
4.3.8.2所有密封圈材质均为制药级聚四氟乙烯或GMP认可的材料,蒸汽管道所用密封圈材质为制药级聚四氟乙烯。
4.3.8.3所有材质耐酸耐碱,不得与培养基及相关溶液有反应。
4.3.9管道与阀门要求
4.3.9.1管道选用316L不锈钢洁净管道,抛光度Ra<0.6um,焊接优先采用自动轨迹焊,提供至少20%内窥镜检查,无法采用自动焊时,使用手动焊,提供100%的内窥镜检查。
4.3.9.2水平管道有1%~2%斜角。指明该设备的最低点位置,并安装卫生级阀门,以利排空。
4.3.9.3整体设计应最大限度地去除内毒素,避免交叉污染和死角,管件连接处应符合3D原则。需要安装工业蒸汽压力表、安全阀。
4.3.9.4系统压力测试之后,应对系统进行脱脂和钝化处理,并提供报告。
4.3.9.5设备与管路上安装的所有阀门、仪表均选用卫生级、盲管符合3D原则,不对产品产生二次污染。
4.3.9.6控制阀、手阀、仪表、设备在相关的P&ID图上有明显的标识和编号。
4.3.9.7管道上应从安全及维修方面考虑,在需要的地方安装手动及旁通阀门。各阀门安装位置必须便于操作和清洁,同时最大限度保证安全操作。
4.3.9.8必需使用符合GMP认证的阀门。可采用卫生级蝶阀或隔膜阀;接触纯化水系统使用国际一线知名品牌卫生级隔膜阀。阀体材质要求316L不锈钢。
4.3.9.9阀门所有的密封件必须采用符合GMP卫生要求的材质,隔膜阀选用EPDM+PTFE复合膜片结构。
4.3.9.10阀门安装符合, , , , , , 3D原则。水平隔膜阀必需按要求的角度安装,以确保残水排尽。
4.3.9.11手动阀门的手柄带有开闭限位装置,气动阀门带有开闭状态指示装置。
4.3.9.12管道上的所有控制阀都应标注与它们功能相关的永久性标识。
4.3.9.13配制罐上方均需配备注射用水的标准接口,方便为罐内加水。
4.3.10焊接要求
4.3.10.1每天开机前或焊接管径变动前提供焊样和焊样编号。
4.3.10.2系统管路要求自动焊接。
4.3.10.3提供焊接母材相关资料。
4.3.10.4需要提供适当的焊机设备资料、焊接参数和焊工证书。
4.3.10.5要求有规范的焊接操作程序。
4.3.10.6需要提供焊接日志和焊机打印记录。
4.3.10.7竣工时提供带焊点的轴测图。
4.3.10.8采用自动氩弧焊轨道焊接,高纯氩气(99.999%)保护。
4.3.10.9焊缝平整光滑,无焊渣、毛刺。
4.3.10.10 20%的自动焊点、100%的手动焊点的焊样需进行内表面的内窥镜检查。
4.3.10.11 100%的焊点需进行外表面的外观检查。
4.3.10.12内窥镜检查的结果以照片或录像的形式记录下来,并保存。
4.3.10.13每个焊点有独立的焊点编号。
4.3.10.14焊接连接为第一选择,必要时采用快装连接。
4.3.11搅拌装置要求
4.3.11.1采用一线知名品牌,能变频控制。转速从0-40Hz可调,并具备搅拌转速显示表。变速箱设置在具罐体最近位置,易于操作,并防止蒸汽等腐蚀。
4.3.11.2材质为316L不锈钢,保证2分钟内将罐体最大容积的液体搅拌均匀。电动机功率不得小于1.5kw。
4.3.11.3配制罐均采用立式搅拌,搅拌系统必须具备搅拌卡死时电机保护功能;立式搅拌的最低组扇叶距离罐低不超过20cm。立式搅拌可以升降,保证立式搅拌上部升起来,同时卸掉搅拌扇叶后,不影响保温锅盖使用。
搅拌叶等任何与配制溶液接触的部位均需外搪瓷结构,防止酸碱盐腐蚀。
4.3.11.3立式搅拌装置上部和搅拌扇叶能快速拆卸。可以制成如下图所示拆卸方式:
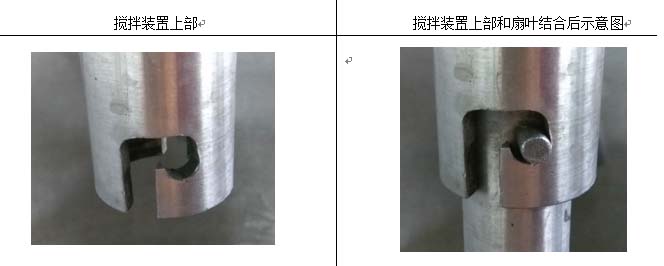
也可制成其他易于拆卸和清洗,无污染的样式。
4.3.12仪器仪表要求
4.3.12.1蒸汽压力表:各通蒸汽的管道、罐体夹层均需安装。
4.3.12.2 pH显示表:配制罐上安装配备温度补偿的pH计,能够显示不同温度的pH值。pH测定范围0-14。显示方式为电子屏,显示温度(精度为0.1)和pH(精度为0.01)。pH计安装的位置满足罐体配制最小使用容积仍能够正常使用。便于校正和更换探头。
4.3.12.3罐体需永久性凸型液位刻度,最小刻度到5000ml。刻度明确、易于辨认、不影响罐体内表面清洁。
4.3.12.4所有计量仪器仪表设施均要经过厂家校验合格,提供校验记录和校验证书。
4.3.13其他安装要求
4.3.13.1罐体夹层:罐体夹层具有保温、加热、冷却更能。加热至少能使罐体内最大容积溶液能达到100℃,温度可测范围不能低于100℃。冷却至少保证罐内最大容积液体温度能降到35℃。整个夹层厚度(内壁到外壁的厚度)不得超过10cm。夹层分布于整个罐体,包括下部锥形部分。
4.3.13.2现场布线应利于后期维修及更换,并保证设备及人员安全,配电箱应配置足够的散热风扇,并保证通风良好,配电箱应尽量远离高温高湿区域,配电箱内每条供电线路必须配备过流保护,配电箱必须按照强弱电分离的原则进行配置。
4.3.13.3管道上应从安全及维修方面在需要的地方安装手动阀门。
4.3.13.4所有零部件和外购件均有编号且与P&ID图相对应,并提供详细的记录资料。
4.3.13.5罐体之间安装间距至少大于1.5米,便于维修和清洁维护。安装时需征求培养基室意见并获得书面同意。其他菌苗类培养基组使用的配制罐需配备保温盖。保温盖要求保温效果显著,同时重量轻,便于清洗、耐酸碱盐腐蚀。保温盖设计要求中间开有水蒸气排放口,保证配制罐煮沸时,水蒸气集中在一处排放口排放。
4.3.13.6罐体底部液体传输口应为快捷接口,便于生产人员可能使用软管传输培养基。底部排放口应在锥形最下端,清洁排放口需要直接连接到排放管道。快捷接口保持近似与地面水平(有一定倾斜角),接口朝向罐体外壁,方便链接,排放彻底,不留死水,清洁排放口具备防回流装置避免污染,带清洁验证取样口。罐体需安装喷淋球,喷淋无死角,满足清洁验证。
4.3.13.7罐体附属台阶结构的规定:配制罐加料口与地面垂直距离1.6~1.8米,需配备操作人员站立的台面。设定两级台阶。加料口与最高级台阶台面的垂直距离不大于60cm,台面宽度为50cm,台面的长度不小于对应罐体外直径的1.5倍,台面与罐体之间的具体间隔5cm。二级台阶长宽与最高台面长宽规格一致。均需316L不锈钢。
4.4运行要求
4.4.1原辅料、包装材料、产品的规格标准
4.4.2设备效率、产能
4.4.2.1配制罐容积:配制罐最大容积600L。
4.4.3工艺参数范围(速度、温度等)
4.4.4工艺描述
4.4.4.1 本配制罐主要配制需缓慢消化的基础液(主要是浓盐酸水解)、其他类型基础液、培养基、溶液。
4.4.5工艺流程
4.4.5.1配制罐
4.4.5.1.1原辅料经过称量和预处理,在配制罐中按照生产工艺规定的步骤,进行生产,经过出罐过滤、分装等步骤,得到培养基成品或半成品。
4.4.6设施、设备、仪器描述
4.4.6.1配制罐
4.4.6.1.1设备整体要求应达到中国现行版GMP标准。
4.4.6.1.2提供设备的压力容器证书及相关检测、试验、合格证等相应文件。
4.5电气、自动控制要求
4.5.1自动控制过程要求
4.5.2自控参数
4.5.2.1搅拌转速从0-40Hz可调
4.5.2.2手动控制加温和冷却
4.5.3电气要求
4.5.3.1电气系统模拟量信号线采用屏蔽线以减少信号干扰产生的误差,仪器仪表必须按照规范良好接地。
4.5.3.2无操作模式:系统带电,但不允许工作,处于待机模式。
4.5.3.3手动操作模式:控制柜应具备就地手动控制功能,采用半自动操作模式,控制部件尽可能联动,简化操作。
4.5.4计算机化系统的验证要求
4.5.4.1该系统新建后,其计算机化系统需经过DQ、IQ、OQ、PQ。
4.5.4.2该系统改造后,其计算机化系统验证可与设备验证同步进行,其设备DQ、IQ、OQ、PQ文件中需包含对其计算机化系统的验证;其计算机化系统验证也可单独进行,并单独起草其计算机化系统DQ、IQ、OQ、PQ文件。
4.6安全要求
4.6.1密封连锁及压力保护
4.6.1.1《固定式压力容器安全技术监察规程》、达到国内相关标准及CE标准要求
4.6.2电气保护
4.6.2.1防护等级:电机、电气、仪表及所有控制系统的部件(包括控制盘)的机械防护等级IP55
4.6.2.2机械安全机械电气设备第一部分:通用技术条件GB-52261-2002
4.6.2.3电气系统包含电机过载保护、漏点保护,弱电有抗电磁干扰(EMI)功能。
4.6.3其他要求
4.6.3.1严格按照行业标准及法规要求进行改造升级。
4.6.3.2焊接工艺应符合行业标准,参考《钢制化工容器制造技术要求》HG 20584-1998、《钢制压力容器焊接规程》JB/T4709-2000、《承压设备无损检测》JB 4730.2-2005,不得在用户使用过程中出现未知的泄漏而造成安全事故的发生。
4.7文件要求
4.7.1所有需要供应商提供的文件
4.7.1.1投标文件、合同、订单及项目进程。
4.7.1.2相关文件:设计确认及文件(DQ),安装确认及文件(IQ),运行确认及文件(OQ),性能确认及文件(PQ);清洁、验证等规范操作程序和对应验证;各种仪器、仪表等校准文件。
4.7.1.3卖方发运清单。功能设计及详细设计文件:详细设计说明;须提供工艺描述和功能标准。
4.7.1.4技术和功能规格(设备及控制系统)
4.7.1.5系统P&ID图;维修等活动所需的电子版及打印版系统布局图(包括管线、电器位置和接口要求);电路图(含电气竣工图及自控竣工图);网络架构图;尺寸图;局部图(细节图);硬件设计规范(原理图);注释参考等;图纸清单。
4.7.1.6零配件、部件、元件等均有编号且与P&ID图对应,并且附相应清单:包括名称、编号、对应厂家名称、生产地、规格及详细的使用说明及代码说明。
4.7.1.7安装文件:焊工资质、焊接点图、焊缝内窥镜照片、材质(包括材料、关键部件等)清单、材质说明及合格证(写明材料有效期)、校验报告及计量证书、清洁处理程序、酸洗钝化程序及钝化报告、各种标示。
4.7.1.8备用零部件、消耗品清单。提供设备及其零部件使用寿命清单。
4.7.1.9仪器仪表清单及其校准报告和计量证书。
4.7.1.10设备交付计划表。
4.7.1.11安全报告。
4.7.1.12工厂验收测试(FAT)和现场验收测试(SAT)报告。
4.7.1.13工厂验收测试(FAT):在交货前,供应商完成设备的出厂测试。制定FAT方案,包括:FAT要求、技术规范和参考文献。供应商应于FAT测试前一个月将FAT方案交由用户审核批准。供应商、用户共同完成相关测试。测试结束后形成测试报告,记录测试过程中的偏差。
4.7.1.14现场验收测试(SAT)报告:供应商制定SAT方案,包括:SAT要求、技术规范和参考文献。供应商应于SAT测试前一个月将SAT方案交由用户审核批准。供应商、用户共同完成SAT相关测试。供应商列出材料清单,设备到货后按照清单逐项进行检查。IQ验证之前,确保设备正确安装,以保证IQ顺利进行。
4.7.1.15调试文件:供应商出具调试计划(调试说明书、调试进度报告、调试清单、验收测试和启动程序、保修信息、运行和维护手册、培训计划、再调试计划等),总测试计划,检查计划,检测清单,检查清单,各测试报告,调试总结报告等。
4.8服务要求
4.8.1运输和安装要求
4.8.1.1厂家负责运输和安装。
4.8.2验证要求
4.8.2.1卖方需提供所有设备的DQ、IQ、OQ、PQ的验证文件。
4.8.2.2卖方需提供计算机化系统的DQ、IQ、OQ、PQ的验证文件。
4.8.3培训要求
4.8.3.1设备供应商应免费对设备使用方人员进行全面培训,包括对生产操作人员及设备维护、维修人员。
4.8.3.2生产操作人员培训包括设备结构原理、性能、操作、清洗消毒、故障排除等基本知识。合格标准为用户参加培训人员能够独立正确操作设备,会排除常见故障。
4.8.3.3设备维护、维修人员培训应包括设备结构原理、基本操作、维修、日常保养内容、故障排除等基本知识。合格标准为维修人员能对机械、电器部分进行基本维修,能够了解设备日常保养内容,能对造成常见故障的易损部件有明确认识
4.8.4售后服务要求及备件要求
4.8.4.1设备保质期从确认验收的阶段就开始计算。
4.8.4.2设备质保期为2年,2年内免费保修,2年后应提供良好的售后服务。
4.8.4.3售后服务必须响应及时,当设备出现须厂家维修的故障后,售后工程师应在接到报修电话4小时内明确答复,当电话沟通无法解决时,须3天内派人至现场解决。
4.8.4.4在2年免费保修期后,厂家应终生提供及时的维修、维护,解决设备运行当中可能出现的疑问,排除潜在故障,使设备保持良好工作状态。
4.8.4.5各配制罐在每次使用时均需用到的配件厂家必须各提供一套,配件必须为市场常用规格。
5.1报名截止日期:2017年07月18日下午3:30时
5.2报名资质:投标人持公司营业执照(副本)、行业许可证、代理厂家的资质信息及授权书、法人委托书、代理人身份证前来报名。
5.3具有履行合同所必需的设备和专业技术能力及提供符合国家要求的合格产品的能力(具有产品经营范围);具有良好的商业信誉和健全的财务会计制度,近2年来,供货同类产品业绩不少于20台。
5.4此项目评标标准是以低价优先原则做为商务部分评选基础,通过评委综合评选后确定中标推荐人。
5.5投标书需准备3份,一正二副,所有投标方制作标书中必须加入反商业贿赂承诺书。否则视为无效标书。 反商业贿赂承诺书.doc
反商业贿赂承诺书.doc
5.6报名前需提前和相关科室/部门做产品技术交流,以确保产品的功能和技术参数符合使用要求,报名时提交带有科室/部门主任签字的确认函。
培养基室联系人:王主任 联系方式:13971239911
6.发布人名称:武汉生物制品研究所有限责任公司
6.1联系地址:武汉市江夏区黄金工业园路一号
6.2报名联系人:吴德鑫 汪 洋
联系电话:027-86637028
报名邮箱:wangyang16@sinopharm.com